









| 是否有现货: | 是 | 认证: | 000 |
| 品牌: | 精科大恒 | T型槽数目: | 11 |
| 适用行业: | 通用 | 作用对象: | 通用 |
| 类型: | 龙门铣床 | 结构: | 龙门式 |
| 控制方式: | 数控 | 精密度: | 精密 |
| 自动化程度: | 自动 | 售后服务: | 12个月 |
| 主电机功率: | 22/28 | 重量: | 000 |
| 主轴转速范围: | 6000 | 工作台尺寸: | 5000*2800 |
| 主轴锥孔锥度: | 000 | 型号: | DHXK3205 |
| 规格: | 5200*3200*1000 | 商标: | 精科大恒 |
| 包装: | 简单包装 | 产量: | 100 |
大恒机床数控龙门铣床客户反映 基本介绍
 大恒机床数控龙门铣床客户反映 性能特点 的选用首先需确定典型零件的工艺要求、加工工件的批量,拟定龙门铣应具有的功能是做好前期准备,合理选用铣床的前提条件满足典型零件的工艺要求。
大恒机床数控龙门铣床客户反映 性能特点 的选用首先需确定典型零件的工艺要求、加工工件的批量,拟定龙门铣应具有的功能是做好前期准备,合理选用铣床的前提条件满足典型零件的工艺要求。 典型零件的工艺要求主要是零件的结构尺寸、加工范围和精度要求。根据精度要求,即工件的尺寸精度、定位精度和表面粗糙度的要求来选择铣床的控制精度。根据可靠性来选择,可靠性是提高产品质量和生产效率的保证。数控铣床的可靠性是指铣床在规定条件下执行其功能时,长时间稳定运行而不出故障。即平均无故障时间长,即使出了故障,短时间内能恢复,重新投入使用。选择结构合理、制造精良,并已批量生产的铣床。一般用户越多,数控系统的可靠性越高。
数控龙门铣对毛坯履行粗加工,那么它应是这台机床的力有多大,也即是一次的 进刀量是多少。由于他对毛坯的加工属于粗加工,对精度的要求还尚有一个重要的地方不可忽视,那就是丝杆,如果丝杆的品质要求达不到或是丝杆过细,如果功率过大,机床速度较快,吃刀量较大,那么丝杆可能发生变形甚至断裂。所以这种情况下也要考虑丝杆的承载力。
用户的关注部位应该和加工零件无关。现在机床的使用程度已经非常的普及了,但是最近几年新推出的龙门铣床等一系列的高精度机床,日常的养护工作所被人们忽视,龙门铣的一些故障是可通过维护避免的。在龙门铣床的使用中,制订数控机床的日常维护的规章制度。经常检查数控机床使用的电网电压。开机5分钟后,检查一切正常,方才可以正常使用。开机正常打开自动润滑系统。检查导轨防护,及时擦油。关机应及时清理机床污垢,及时在导轨与工作台上擦油。及时关掉电源。
大恒机床数控龙门铣床客户反映 技术参数


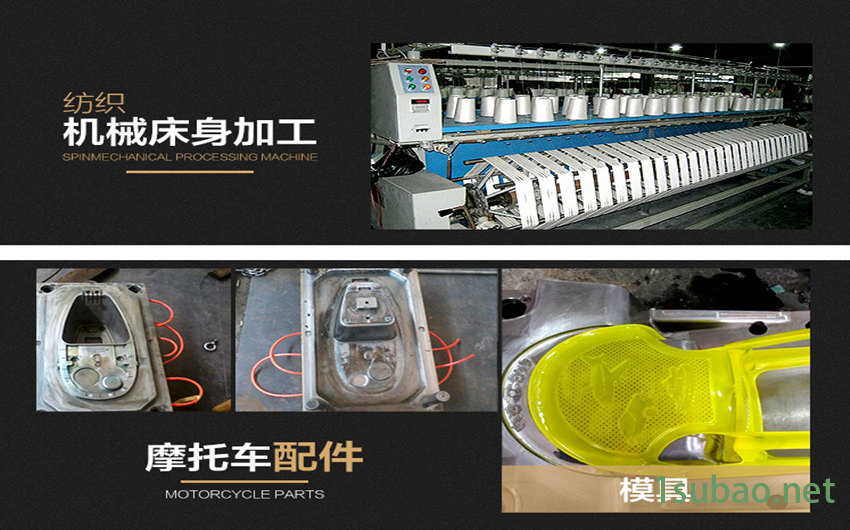
 大恒机床数控龙门铣床客户反映 使用说明 数控龙门铣是新系列组合铣床,工作台采用1XG系列,铣削头采用1TX系列。其主传动为斜齿轮传动,传动平稳,进给传动采用滚珠丝杠传动。数控龙门铣的主要特点是刚性好、精度高、效率高,配以适当的铣刀盘每分钟走刀量可达800mm。较大切削深度8-10mm,实现切削加工,可用于对铸件、钢件及有色金属件的大平面铣削,一般用于柴油机、拖拉机等行业箱体类零件的生产线,可适应年产量10-20万台的生产能力要求。
大恒机床数控龙门铣床客户反映 使用说明 数控龙门铣是新系列组合铣床,工作台采用1XG系列,铣削头采用1TX系列。其主传动为斜齿轮传动,传动平稳,进给传动采用滚珠丝杠传动。数控龙门铣的主要特点是刚性好、精度高、效率高,配以适当的铣刀盘每分钟走刀量可达800mm。较大切削深度8-10mm,实现切削加工,可用于对铸件、钢件及有色金属件的大平面铣削,一般用于柴油机、拖拉机等行业箱体类零件的生产线,可适应年产量10-20万台的生产能力要求。 数控龙门铣床铣削工艺的制定方法:
(1)确定毛坯的种类
毛坯种类应根据零件的材料、形状、尺寸放工件数量来确定。
(2)确定零件的加工顺序
零件加工顺序应根据尺寸精度、表面粗糙度和热处理等全部技术要求以及毛坯的种类和结构、尺寸来确定。
(3)确定工艺方法及加工余量
即确定每一工序所用的机床、工件装夹方法、加工方法、测量方法及加工尺寸。
数控龙门铣床铣削工艺的制定原则:
(1)精基面先行原则
零件加工必须选合适的表面作为在机床或夹具上的定位基面。作为道工艺定位基面的毛坯面,称为粗基面;经过加工的表面作为定位基面的称为精基面。主要的精基面应优先完成。
(2)粗精分开原则
对精度要求较高的表面,一般应在工件全部粗加工后再进行精加工。这样可消除工件在粗加工时因夹紧力、切削热和内应力引起的变形,也有利于热处理工序的安排;在大批量生产时,粗、精加工常在不同的机床上进行,这也有利于高精度机床的合理使用。
(3)一次装夹原则
在单件、小批量生产中,有位置精度要求的有关表面应尽可能在一次装夹中进行精加工。
以上就是数控龙门铣床的选用方法和工艺需要注意的问题,通过制定完备的机床切削方案可以有效避免工件出现精度质量问题。
大恒机床数控龙门铣床客户反映 采购须知
